
我们为您呈现了一部精彩绝伦的螺旋管DN20-27mm镀锌管采购产品视频,让您感受产品的独特之处。
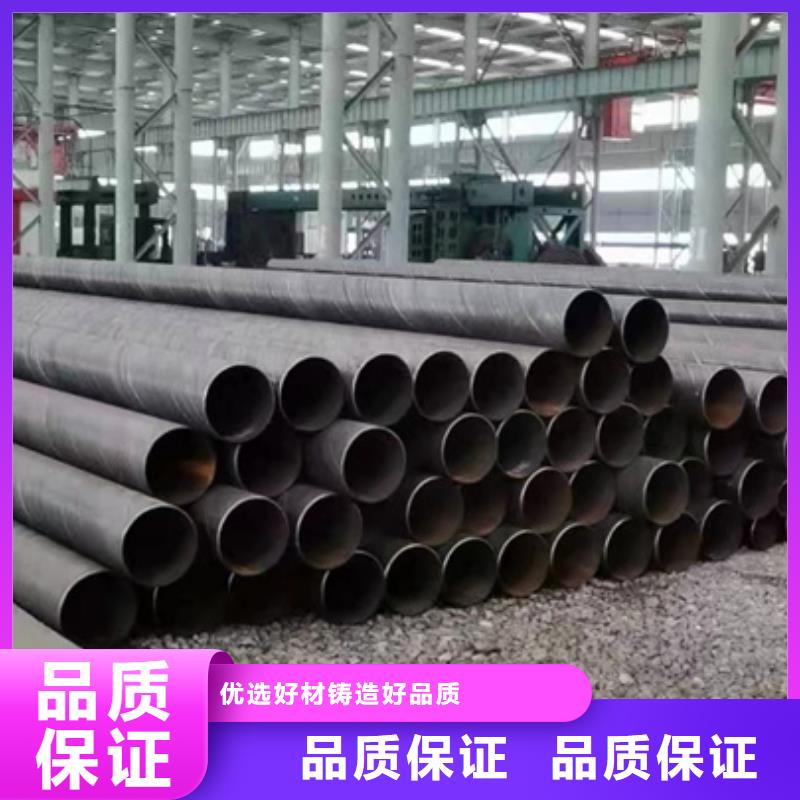
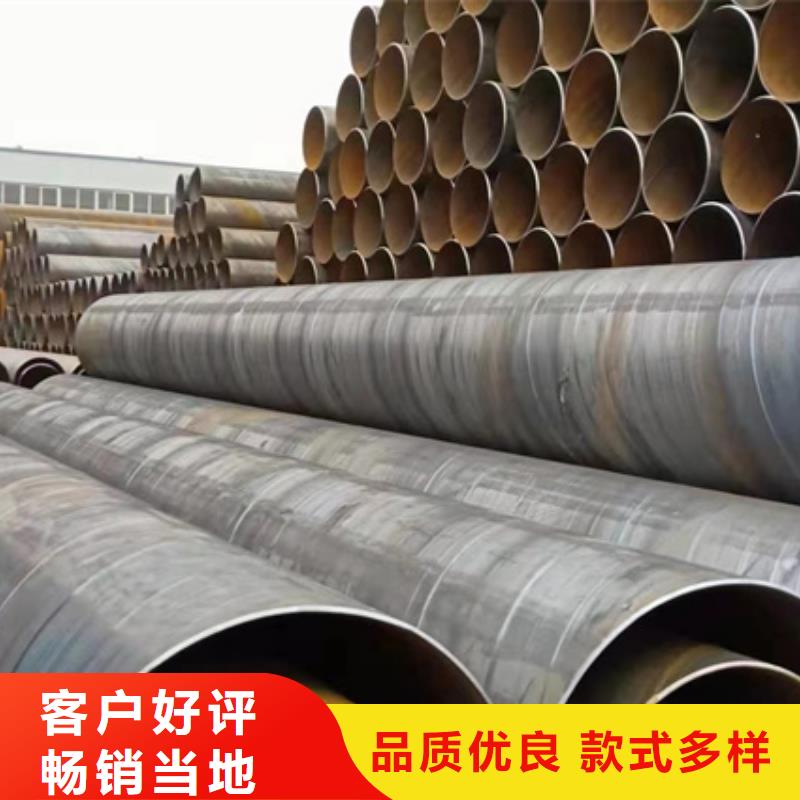
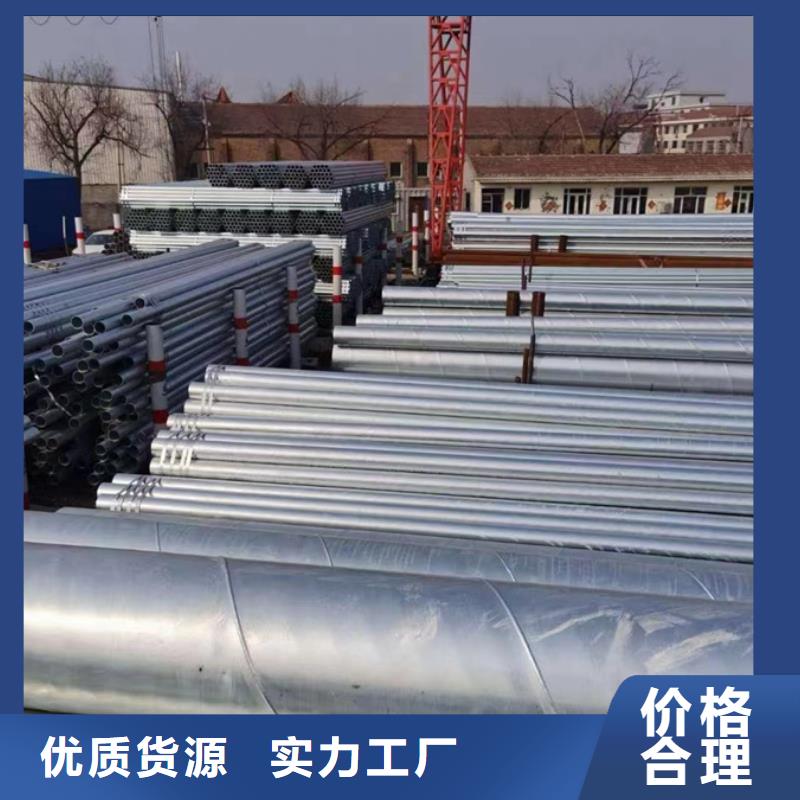
以下是:螺旋管DN20-27mm镀锌管采购的图文介绍

2、螺旋管除锈:首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,除锈结果不睬想,达不到防腐施工要求的锚纹深度。
3、螺旋管酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表,到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
螺旋管的各种作用的介绍:
螺旋管亦称为螺线筒或螺线体。螺旋管的外径约为30毫微米,内径约为10毫微米,相邻的螺旋间距约为11毫微米。螺旋管的每1周由6个核小体围成,H1组蛋白位于螺旋管腔的内表面,对维持螺旋管的结构起着重要的作用。由核小体组成的10毫微米纤维螺旋化形成30毫微米粗纤维,使DNA长度进一步压缩6倍。


萍乡鑫豪管业有限公司位于静海大邱庄镇。地理环境优越,交通便利。我司主要是以生产 DN20-27mm镀锌管等产品为主的一家企业,公司严格执行ISO9001:2000质量管理体系标准,不断根据市场需求来改进完善现有的产品,实时开发新产品,公司主要产品 系列: DN20-27mm镀锌管等系列。公司宗旨是“质量di yi 用户之上 科技为本 不断创新”,用z u i低廉的价格创造z u i优质的产品, 我们热忱期待着与您携手合作,谋求共同发展,开创二十一世纪新纪元。



螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)螺旋管采用外控或内控辊式成型。
(6)螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。


2、螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



